

|
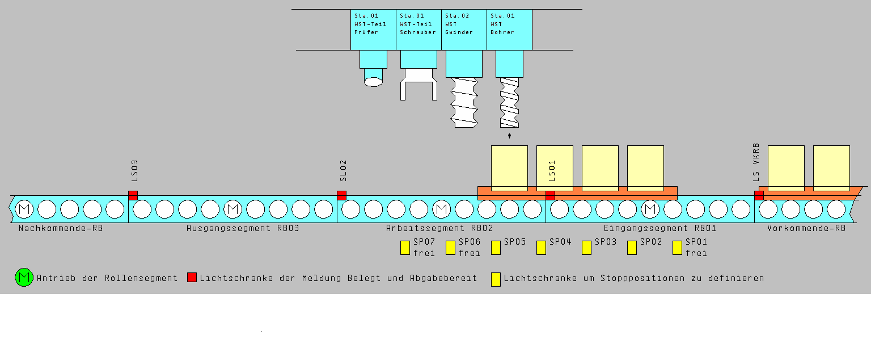
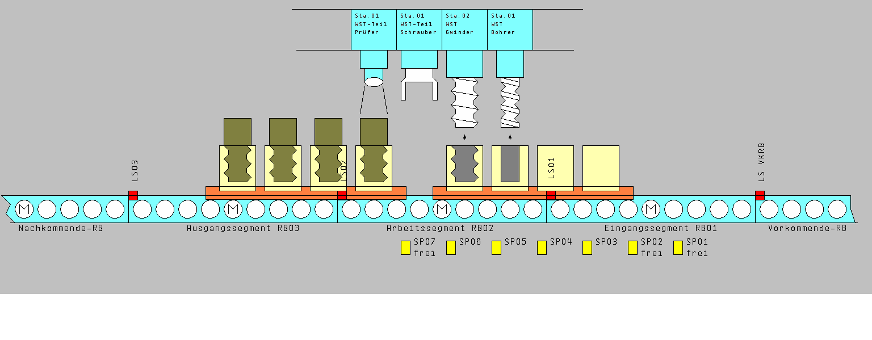
Technologieschema Montagemaschine und deren Förderungstechnik |
|
|
Für mehrere Montagemaschinen in einer Fertigungsstraße, die anhand von Rollenförderer (Rollenbahnen) Werkstückträger in und aus von Bearbeitungsmaschinen fördern, wurde die Standartfunktion FC2 konzipiert. Außerhalb des Montagebereiches fördern die Rollenförderer die Werkstückträger nach dem Prinzip staudrucklose Förderung. |
|
|
Übernahmebereit von Rollenbahn RB01 |
|
Während der Bearbeitung meldet die RB01 Übernahmebereit, weil die Lichtschranke LS01 frei ist. Der WT wird vom vorkommenden RB gemeinsam mit RB01 gefördert. Verlässt der WT das vorkommende RB-Lichtschranke (LS VK-RB), so wird der Antrieb gestoppt und die Rollenbahn RB01 fördert den WT weiter bis er die Lichtschranke LS01 erreicht hat. |
|
WT01 ausfahren |
|
Der Werkstückträger WT01 befindet sich in der letzten Bearbeitungsstation und wartet auf die Freigabe los zu fahren. Diese kommt von der Maschine am Ende der Bearbeitung. |
|
Warten auf Übernahmebereit |
|
Auf dem Vorkommende-RB befindet sich ein Werkstückträger WT03. Dieser wartet auf Übernahmebereit von RB01 LS01. |
|
Gemeinsames Fahren von RB01,RB02 und RB03 |
|
Im Arbeitsbereich befindet sich ein zusätzlicher Werkstückträger WT02 in Bearbeitung und wartet auf die Maschinenfreigabe um zur nächsten Station zu fahren. Diese kommt von der Maschine am Ende der Stationen-Bearbeitung. Ist die Freigabe da, müssen RB01, RB02 und RB03 die WTs gemeinsam fördern, bis die nächste Stoppposition erreicht ist; in diesem Fall SP03. |
|
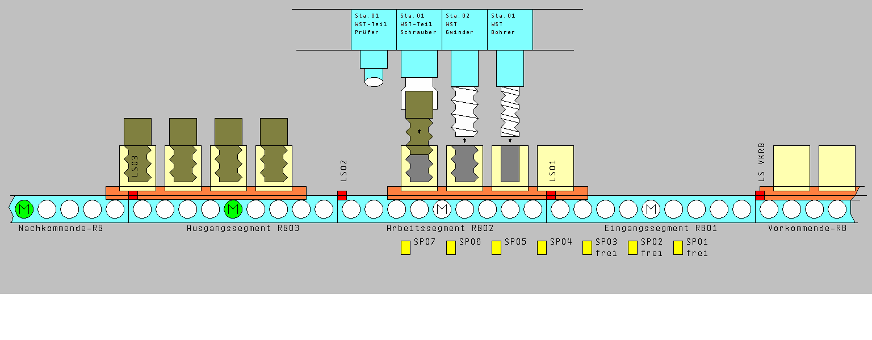
Übernahmebereit von LS01 von RB01 |
|
LS01 meldet Übernahmebereit. Diese gibt die gemeinsame Förderung vom WT03 frei. RB01 und Vorkommende-RB fördern den WT bis er die LS VKRB verlassen hat. RB01 fördert den WT03 weiter bis LS01 bedeckt ist. |
|
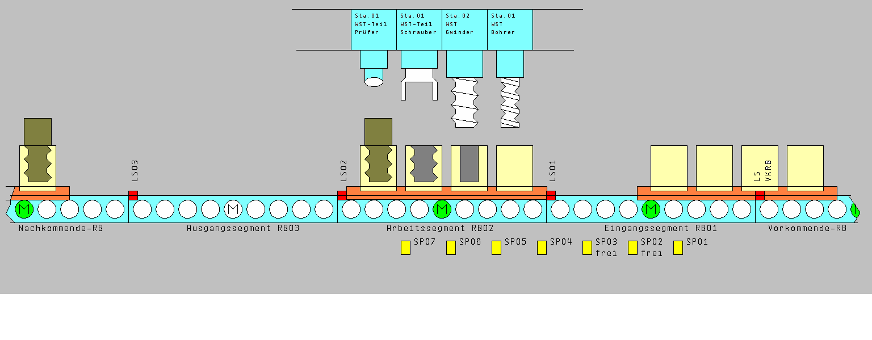
Weitere staudrucklose Förderung |
|
Die Nachkommende-RB meldet Übergabebereit. Dieses veranlasst die gemeinsame Förderung des WTs bis er die Nachkommende-RB verlässt. |
|
NK-RB |
RB01 |
RB02 |
RB03 |
VK-RB |
Beispiel staudrucklose Förderung (zero-pressure conveying) |
|
<< |
WT01 < |
WT02 |
WT03 |
WT04 |
NK-RB meldet Übernahmebereit an RB01
|
|
WT01 << |
< |
WT02 |
WT03 |
WT04 |
WT01 wurde gemeinsam mit RB01 gefördert bis er die NK-RB erreichte
|
|
WT01 |
WT02 << |
< |
WT03 |
WT04 |
RB01 meldete Übernahmebereit an RB02. So rückte WT02 auf RB01 vor
|
|
WT01 |
WT02 |
WT03 << |
< |
WT04 |
RB02 meldete Übernahmebereit an RB03. So rückte WT03 auf RB02 vor |
|
WT01 |
WT02 |
WT03 |
WT04 << |
< |
RB03 meldete Übernahmebereit an VK-RB. So rückte WT04 auf RB03 vor |
|
Stat.anzahl |
Stopppos. |
|
1 |
4 |
|
2 |
5 |
|
3 |
6 |
|
4 |
7 |
|
WT01 aus dem Montagebereich fahren |
|
Da das Nachkommende-RB frei ist, kann der WT01 aus der Maschine fahren. |
|
Erster Bearbeitungsauftrage von Station 01 |
|
Die Rollenband RB02 übernahm das Signal Abgabebereit von RB01 und zwang dadurch RB01 gemeinsam mit zu fahren bis die SP01 von frei–bedeckt-frei überging. Der Bearbeitungsauftrag von Station 1 kann jetzt beginnen. |
|
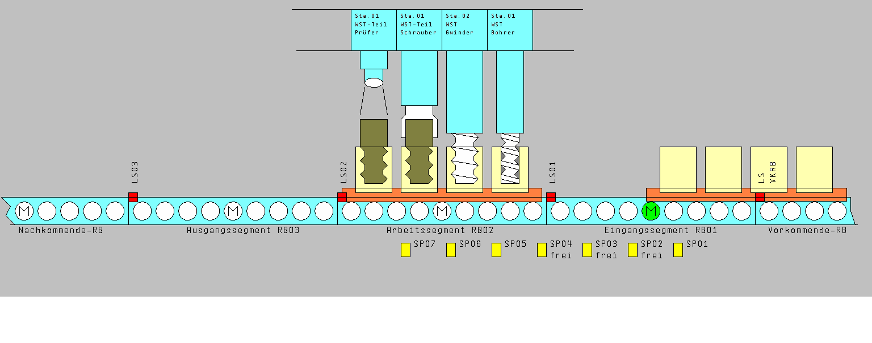
Technologieschema Fördertechnik der Montagemaschine |
|
Aufruf der Funktion und Beschreibung der Formaloperanden und der Schnittstelle der Montagemaschine |
|
Die am Eingang Rollenbahn hat die Aufgabe den kommenden Werkstückträger mit den Werkstücken zu empfangen und via Freigabe sie gemeinsam mit dem Arbeitssegment in die Maschine zu fördern. |
|
Die im Montagebereich Rollenbahn hat die Aufgabe die kommenden Werkstückträger mit den rohen Werkstücken zu empfangen und an einer bestimmten Position für die Bearbeitung an zu halten. |
|
Die am Ausgang Rollenbahn hat die Aufgabe den Werkstückträger mit den bearbeiteten Werkstücken so schnell wie möglich aus der Maschine zu fördern. |
|
Ansteuerung der Antriebe RB01,RB02,RB03 Übergabe der internen Signale an die Antriebe und Vorbereitung des nächsten Durchlaufs |
|
Erkennt die FC2 eine Diskrepanz zwischen den Stopppositionen, z.B. 7 und dem Parameter Stationsanzahl, z.B. 4, werden die Antriebe RB01, RB02 und RB03 unmittelbar gestoppt und der Operand SFEH wird auf „1“ gesetzt |
|
Legende RB = Rollenbahn oder Rollenförderer LS = Lichtschranke WT = Werkstückträger SP = Stoppposition VK-RB = Vorkommende-Rollenbahn NK-RB = Nachkommende-Rollenbahn WST = Werkstück SFEH = Sammelfehler |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|