


|
FB42 SEQ1 P02 : Heating oil SEQ1 |
|
|
|
|
|
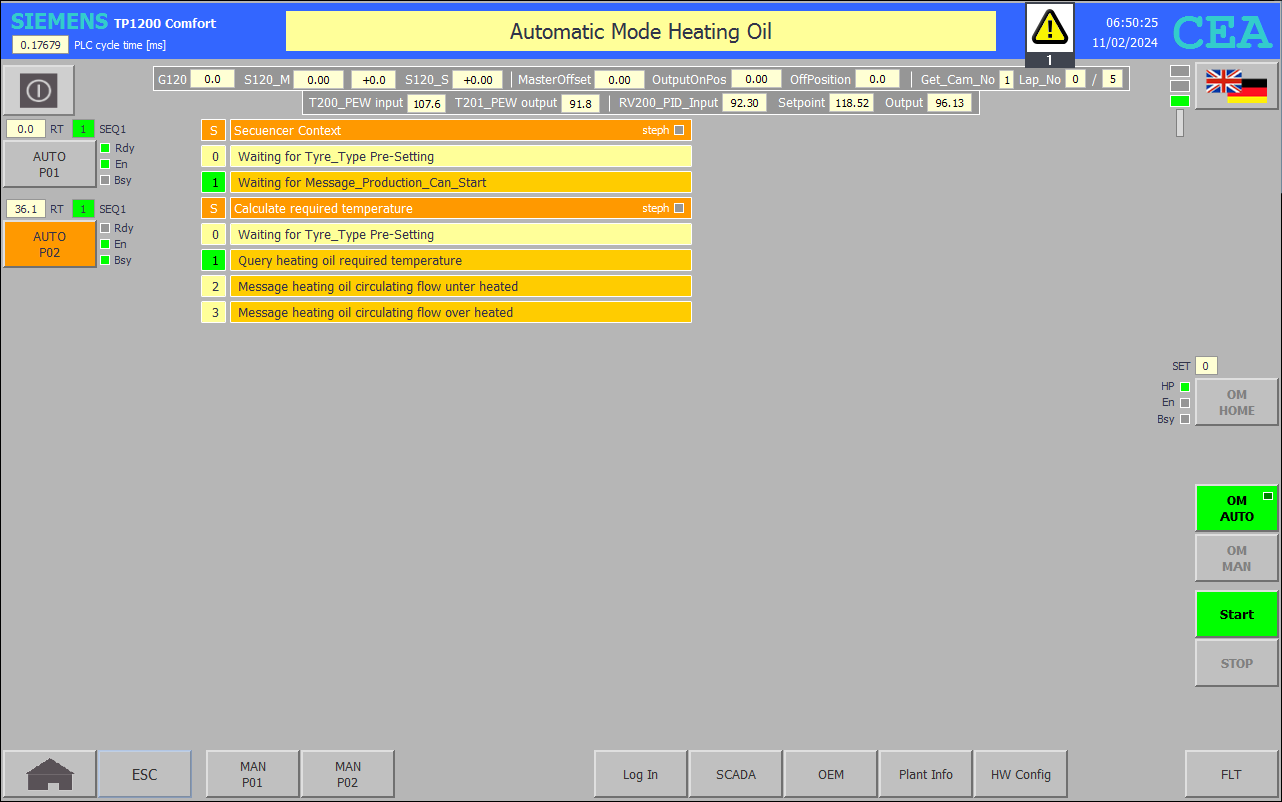
Netzwerk 1: Show message on HMI "HMI KEY".Message.Required_Temperature_Reached := ABS("DI OUT P02".RV200_PID.Setpoint - "DI OUT P02".RV200_PID.Input) < "HMI KEY".SetValues.Temperature_Deviation AND "DI OUT P02".T201_PEW.Support.PEW_Scaled > 75.0; // °C |
|
|
|
|
|
Netzwerk 2: Define last step #SSM(LAST_STEP := 1); |
|
|
|
|
|
Netzwerk 3: Step Switching Mechanism (SSM) CASE #SSM.S.stepact OF 0: // Waiting for sequencer to start #SSM.S.stepd := #SSM.S.steps; "DI MAIN P02".M00.SEQ1_Busy := FALSE;
1: // Assign drivers velocity IF #SSM.S.steplo THEN "DI MAIN P02".M00.SEQ1_Busy := TRUE; // Assign actors pre-setting "DI OUT P02".RV200_PID.Mode := 3; "DI OUT P02".RV200_PID.ModeActivate := "HMI KEY".P02.RV200_PID.F12_Enable_WP; ELSE "DI OUT P02".RV200_PID.ModeActivate := FALSE; "DI OUT P02".M200.DRV.CmdExe_WP := "HMI KEY".P02.M200.F12_Enable_WP AND #SSM.S.stepa; "DI OUT P02".V200.VLV_O.CmdExe_WP := "HMI KEY".P02.V200.F12_Enable_WP AND NOT "HMI KEY".Message.Heating_Oil_Over_Heated_whilst_Production AND #SSM.S.stepa; // Calculate required temperature #SEQ400.SSM.S.steph := #SSM.S.steph OR NOT "DI OUT P02".M200.DRV.LampWP; #SEQ400.SSM.S.steps := #SSM.S.steps AND "DI OUT P02".RV200_PID.State = 3 AND "HMI KEY".P02.RV200_PID.F12_Enable_WP AND "DI OUT P02".V200.VLV_O.LampWP AND "DI OUT P02".M200.DRV.LampWP AND NOT "DI MAIN GLB".M00.TOF_CmpltMaOFF_Pulse.Q; #SEQ400(); "FC CALC PE UNITS"(PU_EXE := #SSM.S.stepa, PIPE_DN := 20.0, PIPE_LENGTH := 6.52, // meter HL_H := "HMI KEY".SetValues.FIT200_Heating_Oil_Flow, TEMP_ACT_VAL := "DI OUT P02".T200_PEW.Support.PEW_Scaled, PU_SET_VAL := "HMI KEY".SetValues.Scal_PE_Unit_PU_SET_VAL, SET_POINT_TEMP => #Set_Point_Temperature, PU_ACT_VAL => #PU_Current_Value, TEMP_HOLD_TIME_SEC => #Temperature_Holding_Time); // sec "DI OUT P02".RV200_PID.Setpoint := #Set_Point_Temperature * "HMI KEY".SetValues.Scal_PE_Unit_Regulating_Factor; END_IF; // Query SEQ1_Done IF "DI MAIN P01".M00.SEQ1_Done THEN "DI MAIN P02".M00.SEQ1_Done := TRUE; END_IF; END_CASE; |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|