

|
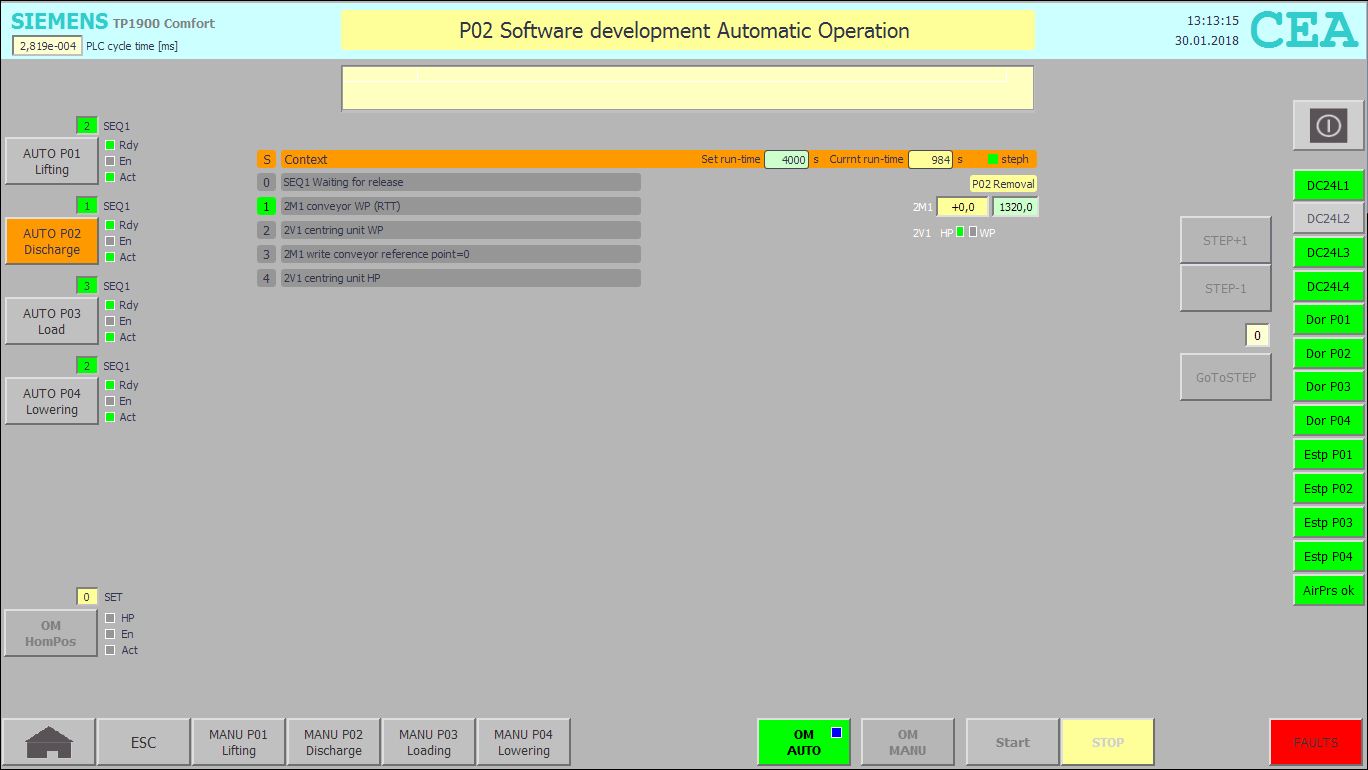
FB42 SEQ1 P02 : SEQ1 Removal automatic mode |
|
|
|
|
|
Netzwerk 1: Execute SEQ1 #SEQ1(STEP_PLS := "HMI KEY".P02.GLB.F17_StepPls, STEP_MNS := "HMI KEY".P02.GLB.F18_StepMns, GOTO_STEP := "HMI KEY".P02.GLB.F19_GoToStep, GOTO_STEP_NO := "HMI KEY".P02.GLB.GoToStep, MAX_STEP := 4); #ACT_STEP := #SEQ1.S.stepact; |
|
|
|
|
|
Netzwerk 2: Step jump distributor SEQ1 CASE #SEQ1.S.stepact OF 0: // Waiting for enable "M02 SEQ1 Active" := FALSE; #SEQ1.S.stepd := "M02 HomPos" AND #SEQ1.S.steps; "M02 MW48" := 0;
1: // 2M1 conveyor WP (RTT-Tact) "M02 SEQ1 Active" := TRUE; IF #SEQ1.S.stepfc THEN "DI OUT P02"."2M1".DRV.SetTrgtPos := "DI OUT P02".MANUAL.Support."2M1".Set_TchInPos_1; #SEQ1.S.c2.start := TRUE; #SEQ1.S.c2.set := 15; RETURN; END_IF;
IF "DI OUT P02"."2M1".DRV.SetPoReach AND #SEQ1.S.c2.done THEN #SEQ1.S.c1.set := 15; #SEQ1.S.c1.start := "M02 ToRTT SetPoReach" := TRUE; "M02 Enbl RTT" := FALSE; END_IF;
IF NOT "DI MAIN P03".SEQ1.WP_PLACE.%X4 THEN "M02 ToRTT SetPoReach" := TRUE; "M02 Enbl RTT" := FALSE; END_IF;
"M02 2M1 GoToPos" := "HMI KEY".P02."2M1".Enable_WP AND "M02 Enbl RTT";
IF #SEQ1.S.c1.done THEN #SEQ1.S.stepd := "E02 2M1 LB"; #SEQ1.S.stepnew := 3; IF NOT #SEQ1.S.stepd THEN #FLT."2M1_WP" := TRUE; END_IF; END_IF;
2: // 2V1 centring unit WP (up) "DI OUT P02"."2V1".VLV.CmdExe_HP := FALSE; "DI OUT P02"."2V1".VLV.CmdExe_WP := "HMI KEY".P02."2V1".Enable_WP; #SEQ1.S.stepd := "DI OUT P02"."2V1".FB_WP;
3: // 2M1 Setting conveyor reference point=0 mm IF #SEQ1.S.stepfc THEN #SEQ1.S.c1.start := TRUE; #SEQ1.S.c1.set := 15; "HMI KEY".P02."2M1".F5_Set_Ref_Point := TRUE; ELSIF #SEQ1.S.c1.done THEN "HMI KEY".P02."2M1".F5_Set_Ref_Point := FALSE; #SEQ1.S.stepd := "DI OUT P02"."2M1".DRV.ReferenceOK AND "DI OUT P02"."2M1".DRV.CrntPos = 0.0; END_IF;
4: // 2V1 Centring unit HP (down) "DI OUT P02"."2V1".VLV.CmdExe_WP := FALSE; "DI OUT P02"."2V1".VLV.CmdExe_HP := "HMI KEY".P02."2V1".Enable_HP; "M02 SEQ1 Done" := "M02 HomPos"; END_CASE; |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|