

|
FB SAFE GLB |
|
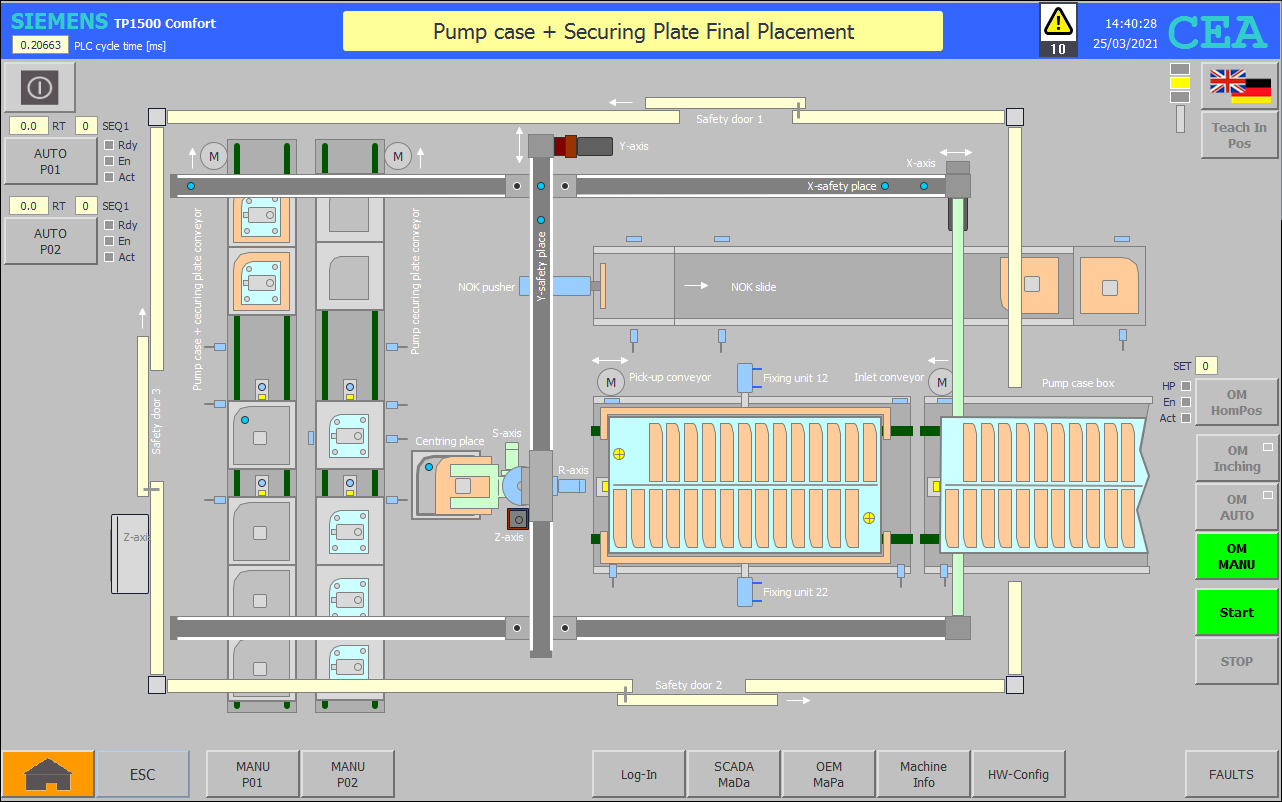
Pump Case and Pump Secure Plate |
|
Process 01 has 5 servo axis X,Y,Z,R,S, and 2 WPC-Conveyors: pump case, and pump secure plate conveyors.
Process 02 has a pump case box inlet conveyor, a box lift pick-up conveyor, and empty boxes outlet conveyor. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
OB1 Main : Main Program Sweep |
|
|
|
|
|
Network 1: Start measuring runtime (Start Cycle) "HMI SYS".Support.LastCycle := RUNTIME("HMI SYS".Support.LastCycle_inout); |
|
|
|
|
|
Network 2: Pulse generator "HMI SYS".Support.Sav_Clock_Byte := "HMI SYS".Support.Sav_Clock_Byte XOR "M01 Clock_Byte"; "M00 PLC Impulse" := "HMI SYS".Support.Sav_Clock_Byte AND "Clock_Byte"; "HMI SYS".Support.Sav_Clock_Byte := "M01 Clock_Byte"; |
|
|
|
|
|
Network 3: CALL distributor -> "DI MAIN GLB"(); // see Log-In as well -> "DI MAIN P01"(); // Process01, main module function block P01 -> "DI MAIN P02"(); // Process01, main module function block P02 // ——- -> "DI OUT P01"(); // Process01, execute output stage P01 -> "DI OUT P02"(); // Process01, execute output stage P02 |
|
|
|
|
|
Network 4: First cycle evaluation "HMI SYS".Support.FirstCycle_TON(IN := TRUE,PT := t#2s); "M00 OB1 FirstCycle" := "HMI SYS".Support.FirstCycle_TON.Q; |
|
|
|
|
|
Network 5: Flag logic =0 "M00 log 0" := FALSE; "M00 log 1" := TRUE; |
|
|
|
|
|
Network 6: End measuring runtime (End Cycle) "HMI SYS".Support.LastCycle_real := LREAL_TO_REAL(IN := RUNTIME("HMI SYS".Support.LastCycle_inout) * 1000.0); |
|